オールチタン製ユニットの溶接について

オールチタン製ユニットの溶接
広川熔工で製作をご依頼いただいた製品をご紹介をします。
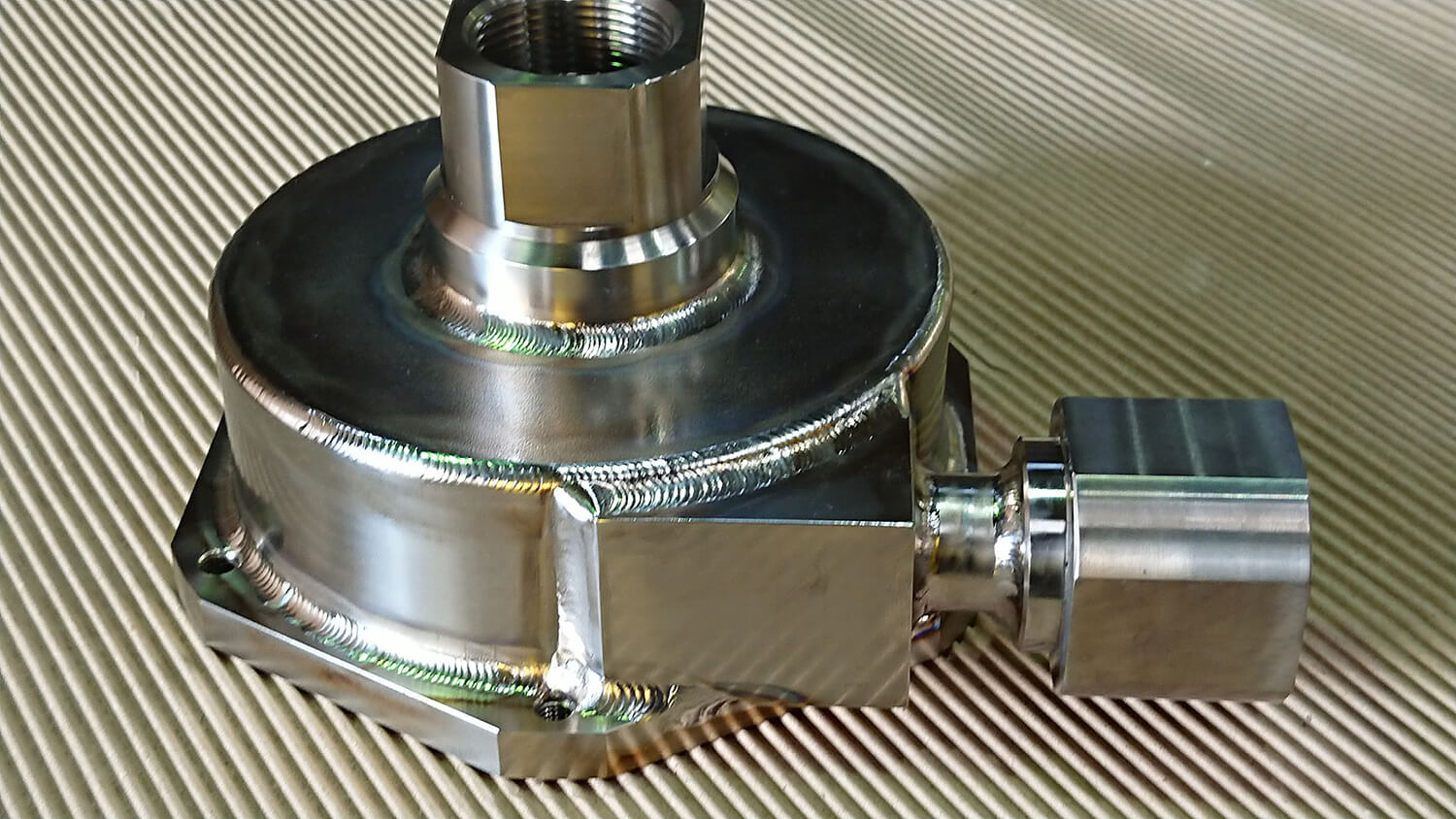
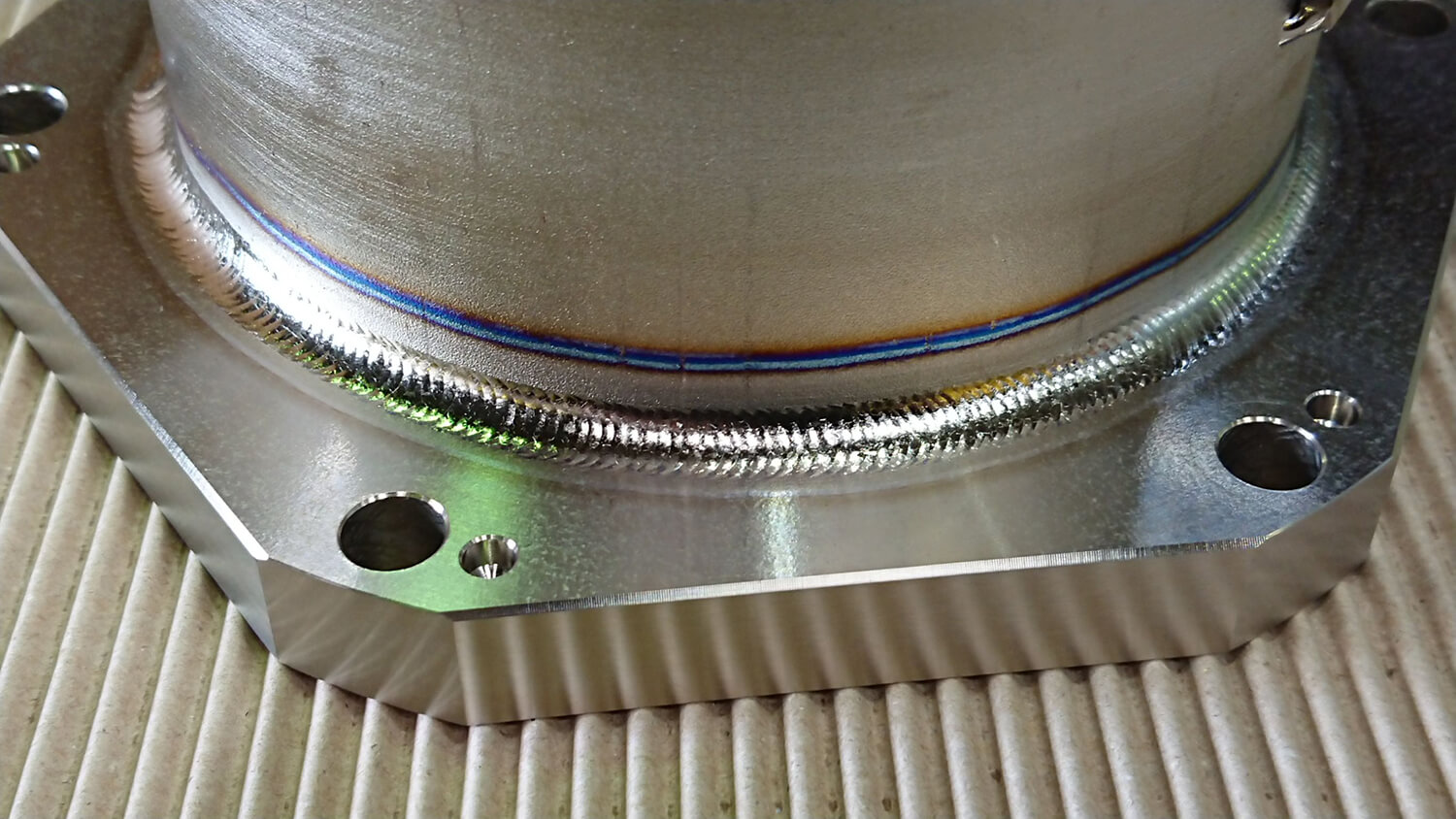
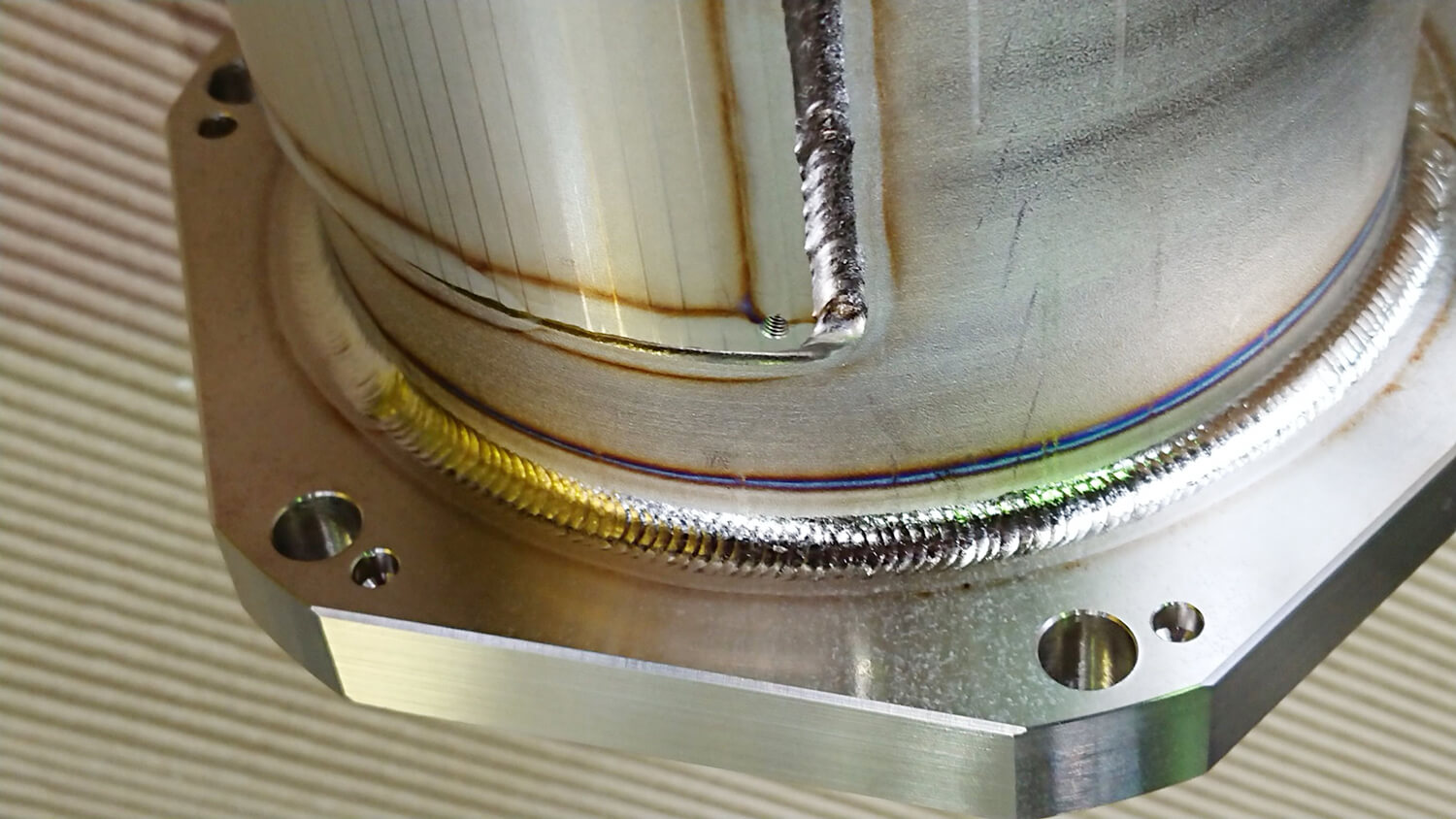
今回はオールチタン製ユニットの溶接をご依頼いただきました。
ビードの脚長(溶接の肉盛りの幅)4~8㎜。チタンの溶接はアルミやステンレス、鉄とはまったく異なる処理が必要になりますが、独自の処理法で酸化させる事なく溶接をしております。
チタンの特性について
チタンは「軽くて強い」「耐食性がある」という性質から、航空機の部品(エンジンや機体)や化学装置・ゴルフクラブなどに使われてきました。
海水に対しての耐食性は白金並みに強く、ステンレスでは海水に侵食され、朽ちてしまうような環境下でもほぼ侵食を受けないと言われています。
しかしチタンは他の金属と違う点も多く、加工が難しいため、敷居が高いと言われています。
他の金属と異なる特性として
- 他元素との親和性が高い
- 熱伝導度が低い
- ヤング率が低い
- 経験者が少ない
といった点が挙げられます。
こうしたことから溶接時の熱歪が大きいことや、適性アーク条件が溶接中に変化するといった影響があるため加工が難しいと言われています。
チタンの溶接技術者には
1.シールド治具を溶接対象物にあわせて設計・製作しなければならない。
2.手溶接において、10mm程度の電極・母材間距離(アーク長)を、アークの状態に対応して、微妙に調整しなければならない。
などが要求されます。
チタンのTIG溶接について
TIG溶接を含む溶融溶接は正しく行うと母材との品質差がほとんどなく、溶接部の遅れや破壊・腐食がありません。
溶接品質も良く、信頼性の高い技術です。
その特性や信頼性から高い技術レベルが要求されますが、広川熔工ではチタンの溶接に25年間携わっている熟練工が在籍しています。
チタン製品はその特殊性から実績公開出来ていないものもありますが、納品実績をお客様から高く評価していただいております。
チタンの溶接加工・相談・見積りは広島県府中市の広川熔工にお問い合わせください。
関連する記事を見る




鉄・ステンレス・アルミの精密板金
広川熔工有限会社
鉄・ステンレス・アルミの精密板金のことなら長い歴史と最新設備を揃えた私たちにご相談ください。高いレベルの【品質】【コスト】【納期】を実現いたします。
ご相談・お見積りはこちら